
|
|
磨床的自动圆弧修整器和双圆弧修整器的结构原理 二维码
2236
来源:JZ Robot网址://xhrxyx.com/h-nd-192.html 磨削轧辊、球轴承套圈滚道和滚珠丝杆以及其他半圆形工件的砂轮表面,需修整成圆弧形(图1)。形成圆弧修整的机构,常有下述两种:摆动机构和平行四边形机构。  摆动机构(图2)是通过偏心杆的摆动实现圆弧修整,调节金刚钻和摆动中心的距离,可修整凹、凸圆弧形和不同圆弧半径的砂轮。 平行四边形机构(图3-a)是由两个等长度的曲柄和一根连杆组成,当其中一曲柄等速回转时,另一曲柄亦同样转动,而连杆上任意一点都跟连结点一样作等速圆周运动,与连杆一端固定的金刚钻即实现圆弧修整。但当曲柄和连杆位于一直线上时,两曲柄的相对运动发生不定向性,即从动曲柄可能向相反方向回转(图3-b),为消除这种情况,可在原有的平行四边形机构中装上一个辅助曲柄或连杆(图3-c)。 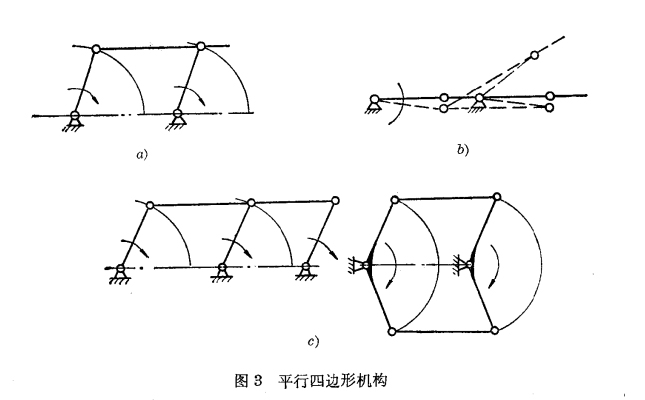 1、球轴承数控磨床自动圆弧修整器 直线修整器的金刚钻,一般需低于砂轮中心线,但设计圆弧修整器时,必须严格保持金刚钻中心与砂轮中心等高,其允差应不大于±0.15毫米,否则被修整砂轮表面的圆弧形状将产生误差。 图4为自动圆弧修整器,它和头架拖板固定在一起。修整时,砂轮架移动到修整位置,修整器座1在压力油作用下,沿V形滚动导轨下降,由定位柱2保证金刚钻尖端与砂轮中心登高。同时,压力油使回转油缸3回转,带动夹持金刚钻的摇臂4摆动,修整凸圆弧砂轮表面。由砂轮架完成修整进给,因金刚钻尖端与工件最终磨削位置相一致,故不需要自动位置补偿机构。 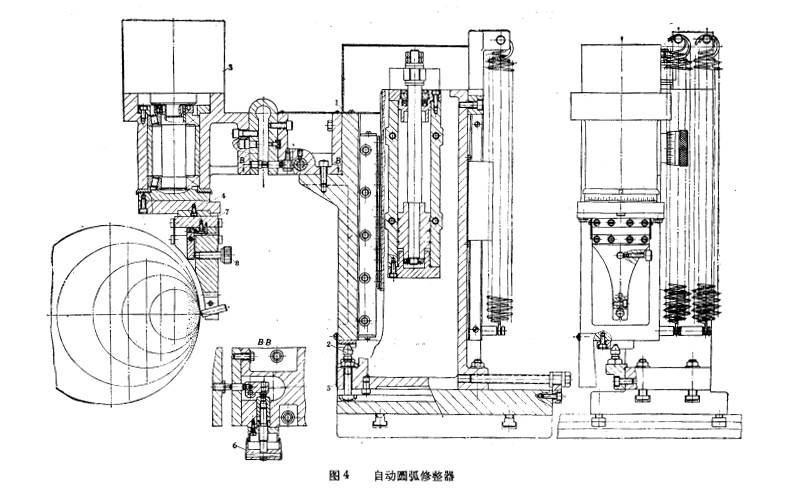 通过丝杆移动立柱5和转动旋钮6,粗、细调节修整器径向位置;移动金刚钻夹持器7和旋转螺钉8,粗、细调节修整器以修整砂轮的不同圆弧半径。 2、螺纹磨床双圆弧修整器 为磨床双圆弧滚珠丝杆和螺母,螺纹磨床需备有双圆弧修整器。图5-a为液动双圆弧修整器,它是一个平行四边形机构。修整器安装在砂轮架上面,压力油推动拖板1,使齿条2往复移动,通过齿轮3、曲柄4、连杆5、带动修整器支架6摆动。修整杆7上的滚轮8,借弹簧9的作用紧靠双圆弧样板10(图5-b)。这样,金刚钻就沿双圆弧曲线摆动修整砂轮。转动旋钮11即可调节修整圆弧半径R的大小。 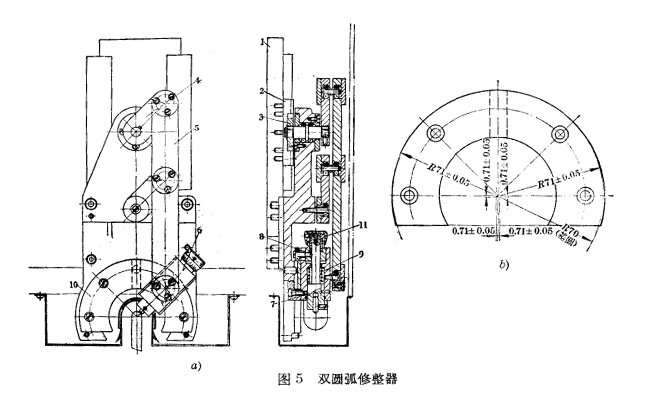 因为双圆弧样板的偏心值e等于被磨丝杆、螺母的双圆弧偏心值(图上是0.71±0.05毫米),所以一块样板只适用于磨削一种偏心值的双圆弧丝杆或螺母,不同偏心值的双圆弧丝杆、螺母需按e值调换样板。 双圆弧样板在这里又起辅助曲柄作用,克服曲柄相对运动的不定向性。并使金刚钻中心线始终通过圆弧的中心,改善修整条件。 压力油通过棘爪、棘轮、丝杆、螺母,使整个修整器向下移动,实现进给。同时横进给机构完成砂轮架自动位置补偿进给。 
文章分类:
技术文章
|

台州捷众智能装备有限公司 电 话: 0576-87110816 传 真: 0576-87110816 手 机: 139-6765-7580 邮 箱: 180242@qq.com 网 址: xhrxyx.com 地 址: 浙江省台州市玉环市清港徐斗工业区 | 捷众智能装备阿里巴巴 电 话: 0576-87110816 传 真: 0576-87110816 手 机: 139-6765-7580 邮 箱: 180242@qq.com 网 址: jiezhongcnc.1688.com 地 址: 浙江省台州市玉环市清港徐斗工业区 | 捷众微信公众号 |  扫一扫手机网站 |