
|
|
磨床周期切入进给机构和斜楔杠杆式切入进给机构 二维码
2032
来源:JZ Robot网址://xhrxyx.com/h-nd-142.html 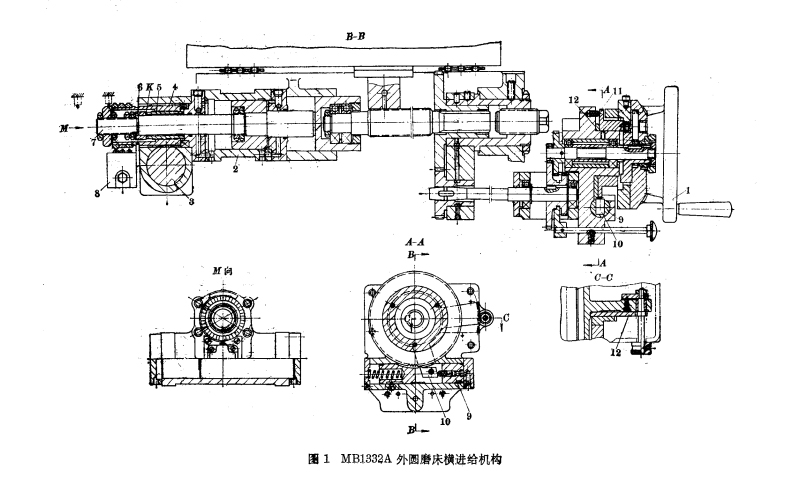 用液压作动力达到自动进给是目前磨床中应用较广泛的结构形式。如图1就是利用油缸作自动周期和切入进给的横进给机构。当工作台换向时,压力油进入周期进给油缸,推动活塞9移动,使撑牙10、棘轮11转动,再通过手轮1得到进给运动,进给量的大小可调节遮板12的位置来改变。若切入油缸活塞3移动,使齿轮4转动。由于螺母套5只能移动不能转动,齿轮4的转动迫使螺母套5向前移动。由于活塞杆7在快速进退油缸2的作用下,通过定位套6始终压在螺母套5的定位面K上,这样当螺母套5向前移时,活塞杆7也跟着一起向前,使砂轮架作切入进给。切入进给的粗、精和无进给磨削的转换,可通过活塞杆7上的三个凸轮,分别压三只微动开关8来达到。 由于该进给机构是在M1432A万能外圆磨床横进给机构的基础上发展出来的,因此手动进给部分的传动和结构基本相同,仅快速定位面由丝杆前端移动至快速进退油缸后端,并将定位头改为圆环面接触,因此接触刚性好,定位精度高。 该进给机构的周期进给和切入进给,分别通过两套装置和两条传动链来达到。但在有些磨床上也有用一条传动链,甚至一只油缸,仅供油方式不同来达到周期进给或切入进给,这样可使结构大大简化。 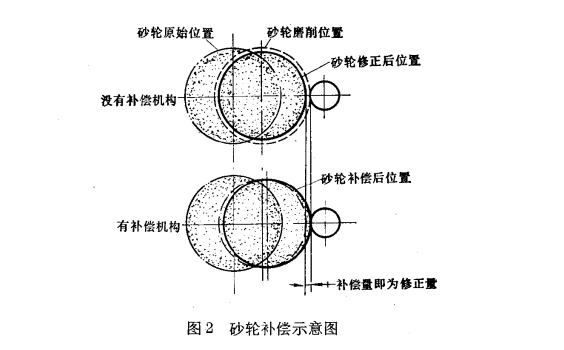 同时具有周期进给和切入进给油缸的进给机构,当进行纵磨时,周期油缸作进给运动,切入油缸还可用作砂轮修正后自动补偿,即砂轮直径被修去后,切入油缸使整个砂轮架进给一个量,以保持砂轮外圆和工件的位置不变(图2)。但也有些磨床的进给机构只具有单独的周期进给机构或切入进给机构,这由磨床的性能要求而定。 为了提高磨削效率,消除切入式磨削粗磨进给过程中砂轮架的空程进给,可采用无空程磨削法,即砂轮架以快速进给,直至碰到工件后才转换成粗磨速度进给。消除空程的关键,使测出砂轮与工件的瞬间接触并发出信号,再通过电器、液压等元件,实现进给速度的转换。 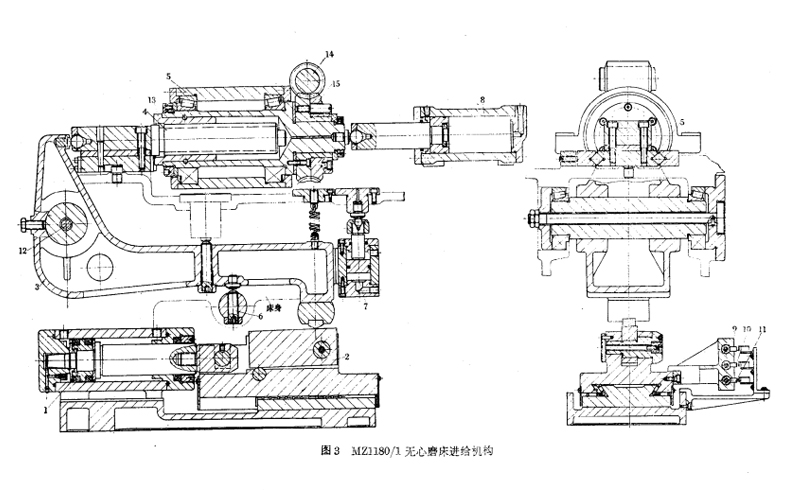 图3是MZ1180/1无心磨床的进给机构,它使又一种形式的切入进给机构,该机构由油缸活塞1推动斜楔2移动,使杠杆3绕支点12摆动,从而使丝杆4、螺母13带动砂轮架5一起进给。砂轮架的最终定程位置,由固定在床身上的调节螺钉6来确定。砂轮架快速进给,则由快跳油缸7来实现。油缸8用来消除丝杆螺母付4、13和各连接处的间隙,以保证球体与轴端面接触。调节斜楔2的斜率,可改变切入进给量的大小。当斜楔移动时,三个可调整的撞块9、10、11跟着一起移动,分别先后压微动开关,以发出粗、精、无进给磨削的转换信号,从而改变油缸活塞1的移动速度。手动进给由手轮传动蜗杆蜗轮副14、15,使螺母13转动而得到。 该切入进给机构有如下特点: (1)切入油缸不是直接驱动丝杆螺母和砂轮架,而是通过斜楔和杠杆再推动砂轮架,这样由于斜楔的斜率较小,杠杆比又较大,因此进给和定位精度较油缸直接驱动式高; (2)所有回转支承和移动面都是滚动摩擦,因此传动请便; (3)缺点是结构比油缸直接驱动式切入进给机构要复杂,零件多,结构庞大,而总的进给量较小。此外,有几处的接触和定位都采用点接触,因此接触刚性也较差。 
文章分类:
行业新闻
|

台州捷众智能装备有限公司 电 话: 0576-87110816 传 真: 0576-87110816 手 机: 139-6765-7580 邮 箱: 180242@qq.com 网 址: xhrxyx.com 地 址: 浙江省台州市玉环市清港徐斗工业区 | 捷众智能装备阿里巴巴 电 话: 0576-87110816 传 真: 0576-87110816 手 机: 139-6765-7580 邮 箱: 180242@qq.com 网 址: jiezhongcnc.1688.com 地 址: 浙江省台州市玉环市清港徐斗工业区 | 捷众微信公众号 |  扫一扫手机网站 |