
|
|
螺纹磨床反靠法修整器和锥面砂轮磨削原理 二维码
1804
来源:JZ Robot网址://xhrxyx.com/h-nd-206.html 在螺纹磨床上,被加工蜗杆的齿距精度主要由母丝杆保证,并可由校正机构进一步减少齿距误差。而蜗杆的齿形精度则由砂轮的廓形决定的。 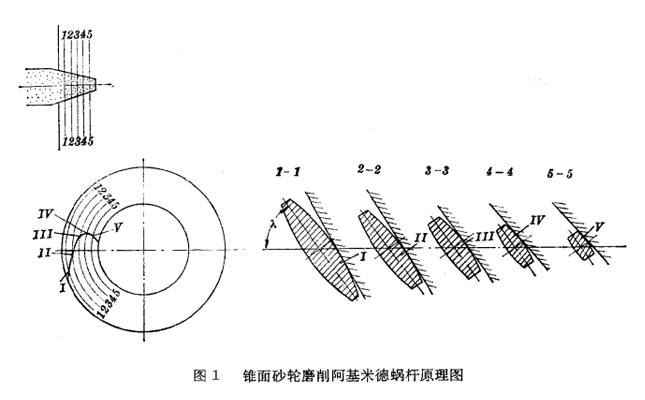 螺纹磨床用盘状锥面砂轮磨削蜗杆时,由于蜗杆不同半径处的螺纹升角不同,故砂轮不是以一理想直线磨削工件,而以一曲线与工件接触。图1是经角度修整后的锥面砂轮磨削阿基米德蜗杆的原理图。为了得到轴向直廓齿形,要求砂轮在蜗杆轴向平面内以直线与工件接触。但实际磨削时,从蜗杆不同半径处的截面圆弧1-1、2-2、3-3、4-4、5-5的展开图可看到,由于它们的螺纹升角不同,锥面砂轮与蜗杆螺旋面的接触不可能全在轴向平面内,而分布在不同的高度Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ,Ⅰ-Ⅴ即为锥形砂轮与蜗杆螺旋面的接触曲线,因此用这样修整的砂轮磨削蜗杆,在轴向平面内不可能是直线,即不可能得到阿基米德蜗杆。由此可见,用盘状锥面砂轮,在砂轮和蜗杆轴线交叉时磨削蜗杆,得到的将是非直纹螺旋面蜗杆,而不是常用的阿基米德螺旋面、法向直廓螺旋面、渐开线螺旋面等直纹螺旋面蜗杆。 为避免干涉,可用作图法或分析法求出盘状锥面砂轮在蜗杆轴向平面(或法向平面)内的形状。但这很复杂,在实际生产中采用如图2的反靠法修整器。 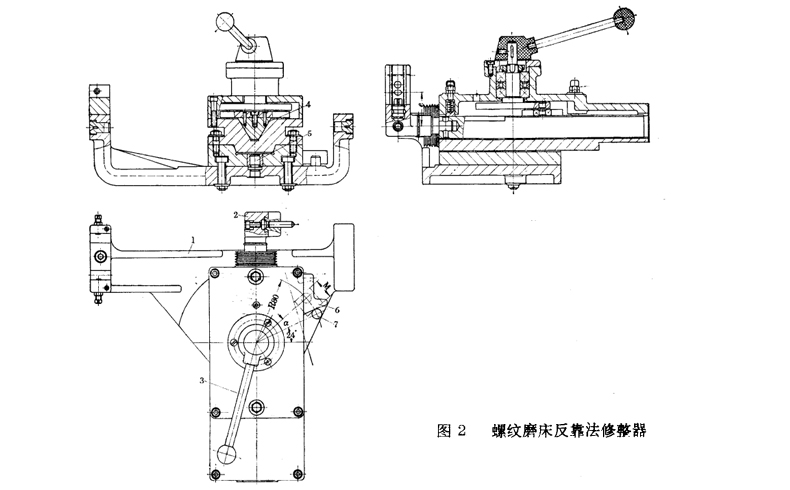 修整架1固定在头、尾架顶尖间,一面由头架带动慢速回转,一面随工作台移动,其螺旋运动关系与被磨蜗杆一直。转动手柄3,使装有金刚钻夹持器2的滑枕4沿V 形导轨前后移动。底座可绕定位柱5回转,以调整修整器的角度α,当定位块6与定位柱7接触时,修整器的调整角为0°。 调节金刚钻尖端离顶尖孔中心线不同高度e,可使金刚钻尖端的运动轨迹形成“阿基米德型”、“法向直廓型”、“渐开线型”蜗杆。因此上述修整器是按“展成法”来修整砂轮的,它相当于一只可形成不同齿形的金刚石蜗杆滚轮。金刚钻尖端一面作倾斜的直线运动,并和顶尖中心线间保持一定的位置,一面又作螺旋运动,这就相当于蜗杆的直母线相当蜗杆轴线在作螺旋运动,形成一个假想的金刚石蜗杆滚轮。砂轮则被修整成假想蜗杆侧表面的包络面,用这样的磨床砂轮可磨出正确的蜗杆齿形。
文章分类:
技术文章
 |

台州捷众智能装备有限公司 电 话: 0576-87110816 传 真: 0576-87110816 手 机: 139-6765-7580 邮 箱: 180242@qq.com 网 址: xhrxyx.com 地 址: 浙江省台州市玉环市清港徐斗工业区 | 捷众智能装备阿里巴巴 电 话: 0576-87110816 传 真: 0576-87110816 手 机: 139-6765-7580 邮 箱: 180242@qq.com 网 址: jiezhongcnc.1688.com 地 址: 浙江省台州市玉环市清港徐斗工业区 | 捷众微信公众号 |  扫一扫手机网站 |